

Het laserclad proces
Het laserclad proces

De techniek
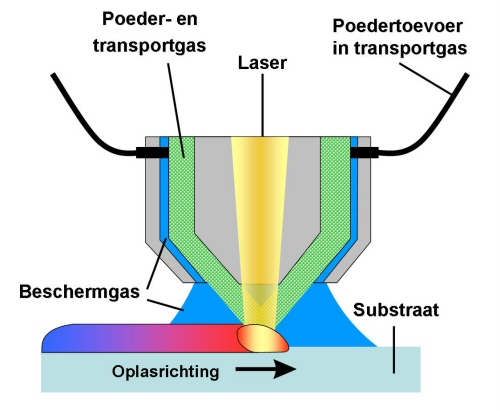
Een oplastechniek waar door middel van een hoogvermogen laser een dunne laag van het basismateriaal wordt gesmolten. Tegelijkertijd wordt een metaalpoeder aangebracht op het gesmolten werkstukoppervlak. Het opgespoten poeder smelt en verbindt zich samen met het basismateriaal en zo ontstaat de metallische verbinding van de twee componenten. Deze techniek heeft een veel hogere bewerkingssnelheid van de werkstukken dan vergelijkbare oppervlaktebewerkingen. De warmte-inbreng die bij de bewerking plaatsvindt is minimaal, dit is volledig toe te schrijven aan de zeer beperkte diepte van de laserstraal tijdens het cladden. Hierdoor is de laserclad techniek uitermate geschikt voor werkstukken met een lage warmte inbreng. Het toevoegmateriaal in de vorm van een poeder is afhankelijk van het eindgebruik van het metaalwerkstuk. Wij adviseren u hierin graag om tot de beste oplossing te komen voor de revisie of preventieve bewerking van uw werkstuk.
Het toegevoegde materiaal is bij het dispergeren een keramisch poeder zodat een metaalmatrixcomposiet (MMC) deklaag ontstaat. Deze bestaat uit harde deeltjes verdeeld in een ductiele metallische matrix. Bij het lasercladden mengt het toegevoegde materiaal slechts in geringe mate met het onderliggende materiaal. Door deze beperkte opmenging heeft de deklaag (typisch 0.5-2 mm dik) nagenoeg dezelfde samenstelling als het toevoegmateriaal en bezit daarom een sterke metallurgische binding met het component.
De laseroppervlaktebehandeling kan zowel op stalen als op licht metalen (Al, Ti) componenten toegepast worden. Het resultaat is bijvoorbeeld een Ni gebaseerde (bv. Inconel, Hastelloy), een Co gebaseerde (bv. stelliet), een Al gebaseerde (bv. Al-Si), een stalen (bv. roestvast- of werktuigstaal) of een MMC (bv. Ni-WC, Ni-Cr3C2) deklaag. Met deze technieken krijgt men een verhoging van de slijtage- en/of corrosieweerstand.
Wist u dat bij lasercladden:
- Er een minimale warmte-inbreng plaatsvindt en er hierdoor geen vervorming van het werkstukoppervlak zal optreden.
- Uw werkstuk na bewerking een extreem zuivere nieuwe oppervlakte laag heeft.
- Uw onderdeel een langere levensduur heeft.
- Er minimale nabewerking nodig is.
- Er d.m.v. een toevoegmateriaal een deklaag ontstaat op uw substraat met een goede hechting en minimale opmenging.
- Een onderdeel op lokale plekken is te beschermen/herstellen, dit maakt lasercladden zo uniek.
- Beide materialen (poeder en werkstuk) behouden hun specifieke eigenschappen, het goede van de twee materialen verbetert het werkstuk aanzienlijk.
- Het proces milieuvriendelijk is.
- De deklaag 0.5- tot 2 millimeter bedraagt.
- Er zo milieubewust wordt gehandeld en gedacht, dat het proces wordt gekoppeld aan 'reuse' wat hoger op de lijst staat dan 'recycling' wat betreft mvo.
Marktsegmenten:
De sectoren die de laserclad techniek toepassen zijn daarom zeer divers:
- Petrochemische industrie
- Offshore industrie
- Windenergie en powerindustrie
- Industriespoor
- Maritieme industrie
- Staal industrie
- En nog vele meer...
Onderdelen die geschikt zijn om te lasercladden kunnen bijvoorbeeld zijn:
- Lagerpassing
- Boring kasthuis
- Ingelopen as
- Kleppen
- Fabricage fouten
- Fabrieks onderdelen
- druk spuitvaten
- afdichtingsvlakken afsluiters
- scharnierpennen
- schuifafsluiters
- onderdelen pompen
- geleidingen
- kogelafsluiters
- bladen messen
- plunjers
- machineonderdelen schroeven waaiers tanden
- bodemplaten afsluiters
- doseerschroeven
- roterende spinkoppen
- gereedschappen glasindustrie
- snijplaten
- zeven
- transportbandschroeven